|
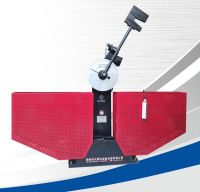
300J铸造件冲击试验机

收藏
JB-W300A微机控制冲击试验机是对金属材料在动负荷下抵冲击性能进行检测的仪器,能连续大量地做金属冲击试验,采用全自动化控制,控制系统采用进口可编程控制器(PLC),通过微机软件程序控制取摆、冲击试验的全过程。显示冲击吸收功、冲击韧性、摆锤的旋转角度及打印试验报告等。操作简便、安全可靠. 适用标准: GB/T3808-2018《摆锤式冲击试验机》 GB/T 2650-2008 焊接接头冲击试验 GB/T229-2020《金属材料 夏比摆锤冲击试验方法》 ASTM E23-2006 EN10045-1-1990 EN10045-2-1992 ISO R148“钢的简支梁式(V型缺口)冲击试验” ISO R83“钢的却贝(CHARPr)冲击试验(U型缺口) 功能特点: 1. 主机架:主机架和底座一体化设计铸造加工,稳定性高,刚性好,没有装配误差。立柱前后对称,摆轴采用简支梁方式支承,结构简单可靠,加工精度高,能量损失小,摆锤摆动时没有颤抖,更适合于高能量冲击。 2. 摆锤冲击刀采用螺钉紧固楔形块压紧安装,更换方便简单。插头及摆杆刚性高,防止摆锤在冲击完试样后在轴向和径向上的抖动。 3. 挂摆装置:挂摆装置采用缓冲设计,避免了挂摆时的冲击及对它可能造成的损伤,有效的降低了挂摆时的噪音,延长了设备的使用寿命及提高了安全性,且摆锤预扬角恒久不变。 4. 传动系统:采用标准双级减速机替代老式摆锤复杂的传动系统,结构简单,装配维修方便,使用寿命长,故障率低,免维护。 5. 能量显示装置:有两种能量显示方式,电脑软件显式、刻度盘显式。 6. 安全防护装置:整个试验机设有半封闭的防护网,可以有效防止断裂试样飞溅,也可以防止试验人员在试验时进入试验机内部。 7. 电器控制系统:设备采用西门子PLC来设计控制系统。采用高精度的旋转编码器来获取摆锤的实时位置。由于PLC的抗干扰能力极强,因而该系统具有可靠、稳定,数据准确等特点。该控制系统集机、电、自动控制技术于一体,实现了取摆、冲击、断裂试样收集的全自动化过程,大大降低了操作人员的劳动强度,提高了工作效率及操作安全。 主要技术指标: 1. 冲击能量:300J、150J 2. 摆锤预扬角:150° 3. 角度最小分辨率:0.1° 4. 摆锤中心至冲击点(试样中心)距离:750㎜ 5. 冲击速度:5.2m/s 6. 试样支座跨距:40㎜ 7. 试样支座端部圆弧半径:R1~1.5㎜ 8. 试样支座支承面倾角: 11°±1° 9. 冲击刀圆弧半径:R2~2.5㎜ 10. 冲击刀夹角:30°±1° 11. 冲击刀厚度:16㎜ 12. 试样规格(长×宽×高):55㎜×10㎜×10㎜ 13. 环境温度:10~35℃ 14. 主机外形尺寸(长×宽×高):约800*578*1400MM㎜ 15. 主机重量:约580㎏ 16. 主机电源:交流三相五线380V±10% 50Hz 0.75kW 17. 环境条件:周围环境中无腐蚀性介质,无震动,无强电磁场干扰。 |